








- Ultrazvukový klakson
- Ultrazvukový svařovací stroj na plasty
- Ultrazvukový svařovací stroj na kovy
- Ultrazvukový šicí stroj
- Ultrazvukové řezací zařízení
- Ultrazvukový homogenizátor
- Ultrazvukový generátor
- Ultrazvukový měnič
- Ultrazvukové bodové svařování, ruční svařování
- Ultrazvukový stroj na svařování hadic
- Ultrazvukový otočný stroj
- Stroj na odtok vody
- Příruba









01




Jak navrhnout formy pro ultrazvukové svařování (svařovací hlavy)
Klíčové detaily designu
Ultrazvuková svařovací forma (svařovací hlava) je jádrem přenosu energie. Její konstrukce se zaměřuje na tři hlavní aspekty: akustické přizpůsobení, strukturální adaptaci a zpracování materiálu. Tyto faktory přímo určují kvalitu svařování a stabilitu zařízení. Klíčové body jsou následující:
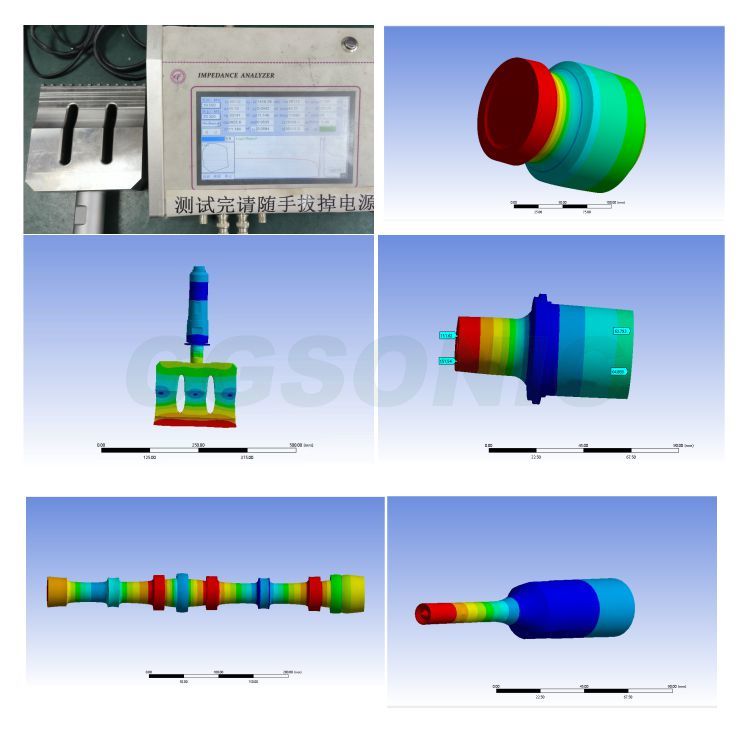
I. Porovnání akustického výkonu (základní předpoklad)
Svařovací hlava musí fungovat jako rezonátor a být přesně sladěna s frekvencí zařízení, aby se zabránilo ztrátám energie a poškození zařízení. Vibrační režimy jsou optimalizovány pomocí akustické simulace, aby bylo zajištěno rovnoměrné rozložení amplitudy a eliminována koncentrace napětí. Amplituda je racionálně nastavena podle tvrdosti svařovaného materiálu a zároveň je řízen poměr zesílení amplitudy pro vyvážení účinnosti svařování a životnosti formy.
II. Svařovací povrch a celkové konstrukční řešení
Konstrukce svařovací plochy musí vyvážit koncentraci energie a ochranu produktu: měly by být přidány vodicí vzory pro soustředění energie a urychlení svařování; měly by být použity polohovací a spolehlivé konstrukce, aby se zabránilo posunutí produktu nebo jeho obrácení. Nesvařovací oblasti by měly být vyčištěny, s zkosené nebo zaoblené hrany, aby se zabránilo poškození výrobku a praskání formy. Celková konstrukce musí vyvažovat nízkou hmotnost a tuhost; nekritické oblasti lze vydlabat a formy s dlouhými rukojeťmi by měly mít výztužná žebra, aby se zabránilo deformaci.
III. Výběr a zpracování materiálu
Materiály musí vyvažovat akustický výkon, pevnost a odolnost proti opotřebení: titanové slitiny jsou vhodné pro vysoce přesné aplikace s velkým objemem výroby; hliníkové slitiny nabízejí vysokou nákladovou efektivitu a jsou vhodné pro maloobjemovou až středněobjemovou výrobu; nástrojová ocel se používá pro svařování tvrdých materiálů a materiálů obsahujících skleněná vlákna. Na základě vlastností materiálu se aplikují vhodné tepelné zpracování nebo povrchové úpravy, aby se zlepšila odolnost formy proti opotřebení a prodloužila její životnost.
IV. Klíčové body připojení a ověření
Spojovací plocha s amplitudovým transformátorem musí přesně pasovat, aby byla zajištěna soustřednost a účinnost přenosu energie. Po dokončení návrhu se provedou simulace, zkušební svařovací zkoušky a životnostní zkoušky, aby se ověřilo, že kvalita svaru a stabilita formy splňují normy. Modulární konstrukce může být použita pro zlepšení přizpůsobivosti produktu a snížení nákladů.